Handbetriebene Bohrhilfe für Gewinde M1 - M3
Nachdem ich mir schon ein paarmal kleine Gewindebohrer beim schneiden mit der Maschine abgebrochen hatte, musste eine andere Lösung her. Das Problem war, daß man nicht merkt wenn sich der Gewindebohrer mit Spänen vollsetzt, dann anfängt zu klemmen und letztendlich im Werkstück abbricht. Selbst wenn man das Klemmen frühzeitig bemerkt, ist der Bohrer meistens schon so weit mit Spänen zugesetzt, daß oftmals ein zurückdrehen auch nicht mehr möglich ist. 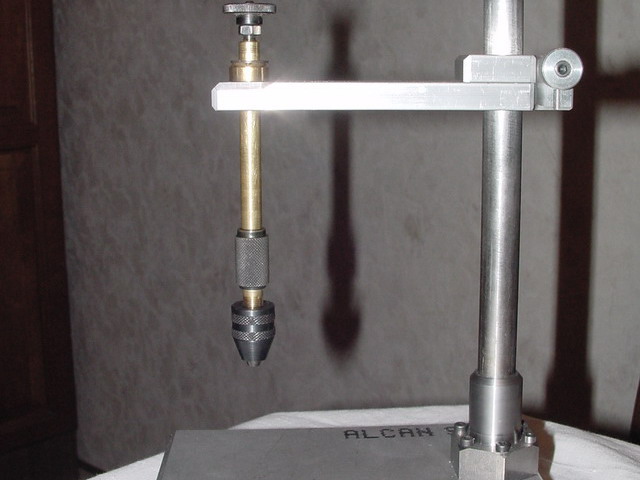 Das Ergebnis ist, wenn man Glück hat, ein ausgerissenes Gewinde, wenn man Pech hat ein unbrauchbares Werkstück, denn den abgebrochenen Gewindebohrer da wieder rauszukriegen ist fast unmöglich und geht nur noch mit Erodiermaschinen. Ich gehe mal davon aus daß die wenigsten so eine Maschine zuhause haben.
Das Ergebnis ist, wenn man Glück hat, ein ausgerissenes Gewinde, wenn man Pech hat ein unbrauchbares Werkstück, denn den abgebrochenen Gewindebohrer da wieder rauszukriegen ist fast unmöglich und geht nur noch mit Erodiermaschinen. Ich gehe mal davon aus daß die wenigsten so eine Maschine zuhause haben.
Um solchen Ärger in Zukunft zu vermeiden habe ich mir eine handbetriebene Gewindebohrhilfe für kleine Gewinde von M 1-M 3 gebaut. Die Funktion ist auf den Bildern recht gut zu erkennen. Der Auslegerarm kann um 360° geschwenkt werden und ist in der Höhe verstellbar. Die Spindel kann auch über die gesamte Länge in der Höhe verschoben werden. Somit ist man recht flexibel was Werkstückgrösse, Form und Lage des zu schneidenden Gewindes angeht. 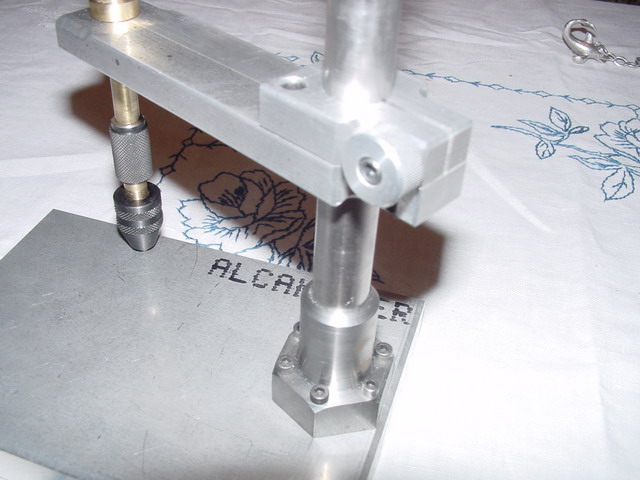 Alle Teile habe ich aus bereits vorhandenen Materialien gebaut. Das einzige Zukaufteil war das Bohrfutter. Das ist ein Ersatzteil von Proxxon, Spannbereich 0-4 mm für Minimot-Maschinen und kostete 5,50 €. Das Innengewinde dieses Bohrfutters ist übrigens M10x1.
Alle Teile habe ich aus bereits vorhandenen Materialien gebaut. Das einzige Zukaufteil war das Bohrfutter. Das ist ein Ersatzteil von Proxxon, Spannbereich 0-4 mm für Minimot-Maschinen und kostete 5,50 €. Das Innengewinde dieses Bohrfutters ist übrigens M10x1.
Hier die Eckdaten des verwendeten Materials als Anhaltspunkte zum nachbauen.
Säule: 18 x 300 mm V2A-Stahl, Säulenständer: Automatenstahl SW 32, Grundplatte: Aluminium 100x80x15 mm, Ausleger: Aluminium 25x10x80 mm, Klemmstück Aluminium 25x25x10 mm, Spindel 10 mm Rundmessing. Seit ich mit der Gewindebohrhilfe arbeite gehören abgebrochene Gewindebohrer der Vergangenheit an.